Pipe systems for the chemical industry:
reliable, efficient and safe to use

Advantages of PE pipe systems for applications in the chemical industry
Some applications in industry require the permanent monitoring of these for possible leaks to protect the environment and possibly also to comply with legal requirements. The escape of chemical media into the environment, possible consequential damage to people and nature, and the resulting liability risks can thus be reliably excluded.

Properties of PE pipe systems for the chemical industry

Corrosion resistance
Corrosion causes annual damage amounting to 3% of the gross national product (Source: WCO World Corrosion Organisation). Plastic pipe systems do not corrode and exhibit high resistance to aggressive media. Therefore, they offer high operational reliability, are robust, and yet flexible.
Flexibility
The high flexibility of the material polyethylene enables the handling and transport of long coiled lengths in rings or from drums. This makes polyethylene pipes ideal for renovation by pulling them into the old pipe. A special possibility for renovation is offered by the use of pre-formed pipes, which enable trenchless pulling of long lengths even in dimensions up to 500 mm and lie close-fit on the old pipe in subsequent operation.
Permanently tight welded connections
The material polyethylene is easy and safe to weld. The specifications are established and described in the DVS regulations. The resulting connections are tensile and permanently tight. They thus enable safe operation of pressure lines, even for sensitive or hazardous media.
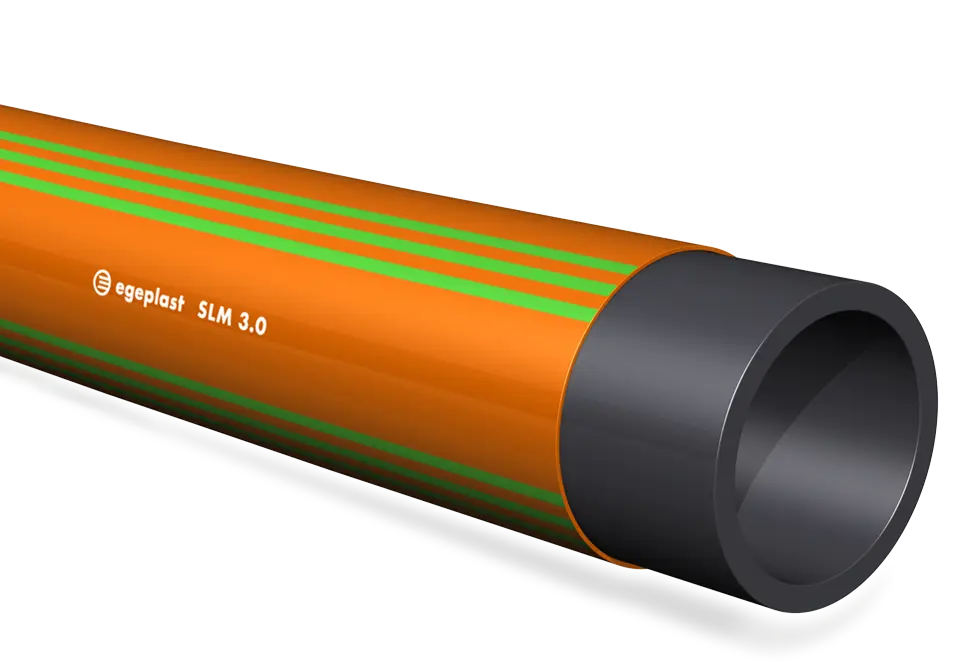
Permeation tightness
Plastic pipes are resistant to most chemicals and also hydrocarbons. However, permeation, especially of hydrocarbons, can occur. Plastic pipes with barrier layers are therefore ideal for applications that require a permeation-tight pipe system. A permeation barrier layer reliably prevents the permeation of pollutants through the pipe wall in both directions.
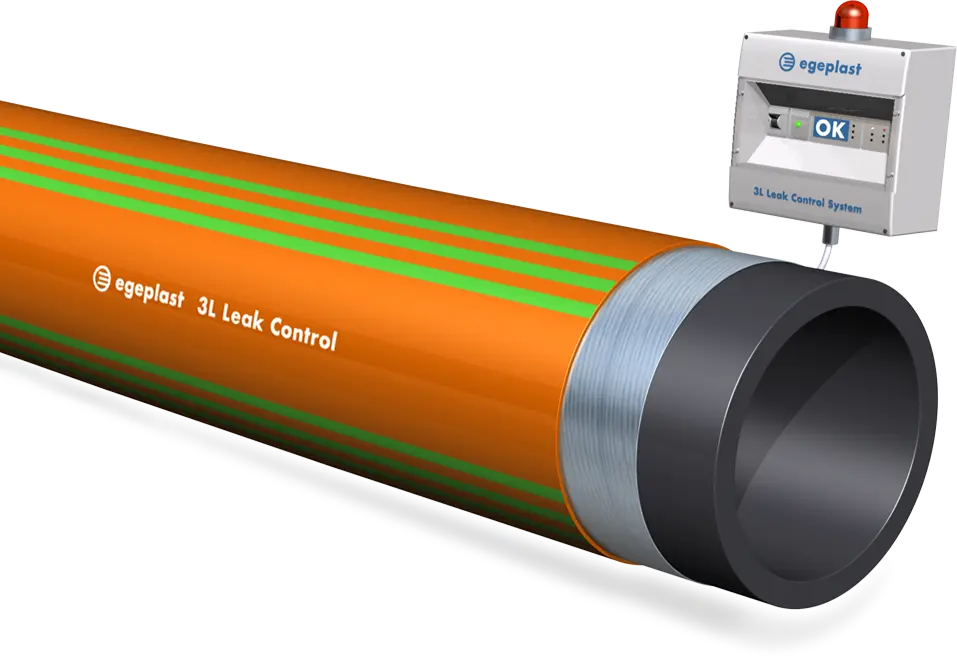
100% safety through leak monitoring
Some applications in industry require the permanent monitoring of these for possible leaks to protect the environment and possibly also to comply with legal requirements. The escape of chemical media into the environment, possible consequential damage to people and nature, and the resulting liability risks can thus be reliably excluded. An electrically conductive aluminum layer integrated into the plastic pipe enables 100% leak monitoring for soil and water protection.